13703909762

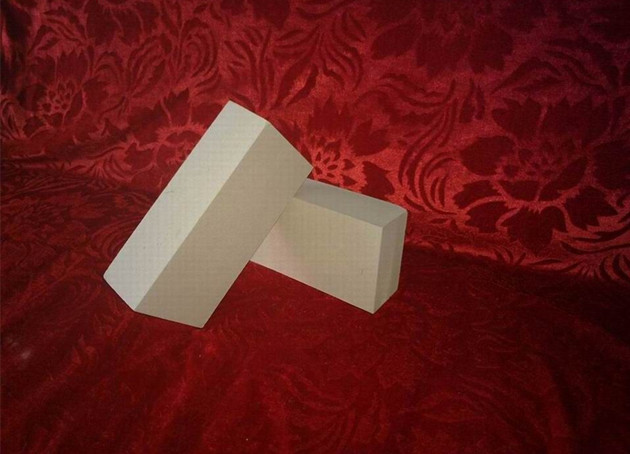
铝合金集中熔炼炉浇注料主要用于炉底、下炉墙、扒渣斜坡。铝合金集中熔炼炉不粘铝浇注料使用于与焙融铝液直接接触的部位,因此要求不粘铝浇汪料具有较强的抗相慢蚀性形。不粘铝浇注料通过添加新型的抗铝侵蚀剂,使材料具有优异的不粘铝性能,从而有效的降低熔铝对材料的渗透,显著降低刚玉相异常长大。不粘铝浇法料不但可以直接与铝水接触,同时具有保易绝热的功能。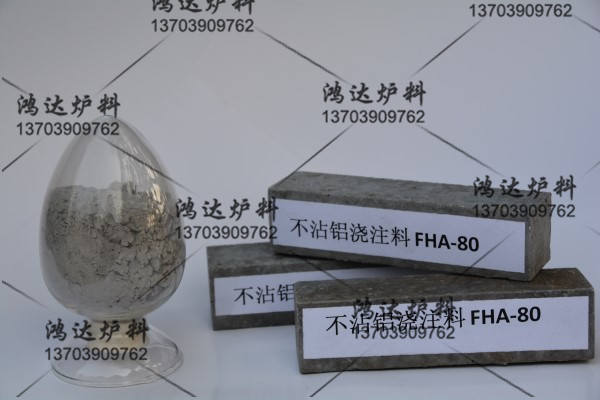
施工规定
(1)检查铝合金集中熔炼炉浇注料待浇注设备的外形及清洁情况。
(2)检查施工机具的完好情况。
(3)检查锚固件型式尺寸布置及焊接质量,金属锚固件需要作好膨胀补偿处理。
(4)检查周围耐火砖衬及隔热层的预防浇注料的失水措施。
(5)检查浇注料的包装和出厂日期,并进行预试验检查是否失效。
(6)检查施工用水,其水质需要达到饮用水的标准,
(7)浇注料施工用模板可用钢板或硬木板制成。模板要有足够的强度,刚性好,不走形,不移位,不漏浆。钢模要涂脱模剂,木板要刷防水漆。
(8)浇注料的加水星应严格控制,不得超过限量,在保证施工性能的前提下,加水量宜少不宜多。
(9)浇注料搅拌时间应不少于5min,操作时要使用强制式搅拌机搅拌时宜先干混,再加入总用水量的百分之80的水搅拌,然后视其干湿程度,徐徐加入剩余的水继续搅拌,直至获得适宜的工作稠度为止。搅拌不同的浇注料应先将搅拌机清洁干净。
(10)铝合金集中熔炼炉浇注料需要整桶、袋使用。搅拌好的浇注料一般应30min内用完。在高温干燥的作业环境中还要适当缩短这一时间。已经初凝甚至结块的浇注料不得倒入模框内,也不得加水搅拌使用。
(11)倒入模框内的浇注料应立即用振动棒分层震实、每层高度应不大于900mm ,振动间距以250mm左右为宜。振动时应尽量避免触及锚固件、不得损伤隔热层,不得在同一位置上久振和重振。直到浇注料表面泛浆后,应将振动棒缓慢抽出,避免浇注料层产生离析现象和出现空洞。浇注完成后的浇注体,在凝固前不能再受压与受震。
(12)大面积浇注时,要分块施工,每块浇注区面积以15 m2左右为宜。膨胀缝要按设计留设,不得遗漏。膨胀缝应留设在锚固件间隔的中间位置。
(13)待铝合金集中熔炼炉浇注料表面干燥后,应立即用塑料薄膜或草袋将露在空气中的部分益严。初凝到达后要定期洒水养护,保持其表面湿润,养护时间至少两天,刚开始要勤酒水,浇注料终凝后可拆除边模继续酒水养护。
下一篇:没有了耐火可塑料衬体该怎样设计
手机二维码

微信号