13703909762

电弧炉用普通干式镁质捣打料的理化指标Common Magnesia dry ramming mass for electric arc furnace
化学成份:MgO ≥81百分比,CaO>9百分比,Fe2O3 >4.0百分比,SiO2 ≤1.2百分比,Al2O3 ≤0.5百分比
物理特性:烧后耐压强度(1200℃×3h)≥10MPa ,烧后线变化率(1200℃×3h)≥0.5MPa,使用温度界限>1750℃,粒度组成6mm,结合特征为陶瓷。
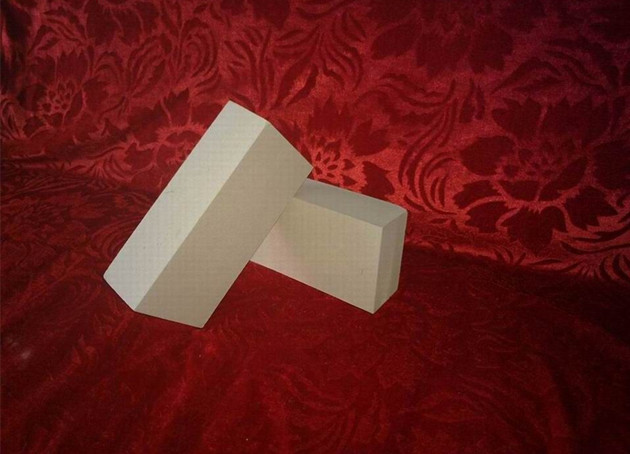
产品特点:耐高温、抗渣性强、热震稳定性好、寿命长。
产品用途:适用于电弧炉炉底的构筑。
1、电弧炉炉底捣打方式和几种补炉操作工艺
1.1干式镁质捣打料的烧结
炉钢对于镁质捣打料的烧结具有重要意义,要求做好烘炉工作。
(1)用1mm薄钢板严密覆盖料层表面,必要时焊接,加入废钢进行冶炼。
(2)100t电炉冶炼工艺以百分之75废钢+百分之25铁水冶炼方式为主,废钢分二批加入。
炉不得兑入铁水,分二次装料,每篮料重60t,配碳量1.00百分比左右。
(3)炉冶炼采用合理的供电制度,停电后烘炉时间大于90min,烘炉完毕后以最小流量吹氧,造好泡沫渣。
(4)冶炼后期钢液温度≥1650℃,保持15min以上,成分、温度合格后出钢。
1.2热修补
(1)逐步减少装入量,一炉钢将钢水完全出净,出钢后立刻用氧气吹扫被修补表面,这是影响整个炉底修补的关键。
(2)吊入捣打料到被修补表面落下,移动天车,使之分布合理。吊入重物压实。
(3)镁质捣打料在热态下使用,操作方便,用喷补工艺维护镁碳砖渣线的炉坡。热修补后要烘炉20min以上。
1.3冷修补
(1)彻底清除修补表面上的钢渣、残钢、渗入裂缝的钢和杂质,如有遇水粉化的耐火材料必须彻底清除,直至露出耐火砖为止。
(2)渣线更换完毕后垫炉底,将镁质捣打料吊入炉内,将打结料按需要分布于被修补表面,形成高度约150mm的料层直到布满修补面表面。
(3)将料分布均匀,使用特制的空气振动叉从熔池中心开始向炉坡戳扎料层的各个部分。
(4)重复操作二遍,直至捣打料密实为止。重复上述步骤,直至形成合适的熔池形状为止。
手机二维码

微信号